
The philosophy of GMP (Good Manufacturing Practice) in running an accounting practice

The world of manufacturing has taught me so much more than just numbers, reports, and financials. While I no longer have as much time to walk the factory floor and observe the heartbeat of business enterprise first hand, the mindset and experience I’ve built over decades continue to shape how I choose to run an accounting practice.
Manufacturing operates under the philosophy of Good Manufacturing Practice (GMP) — a disciplined approach built around consistency, quality, and strong systems. The more I reflect on it, the more I feel these principles apply just as well to professional services, including accounting.
The experts in the field
Manufacturing is an enterprise that operates across multiple fields and disciplines. Many of these areas require specialised knowledge and skills to perform effectively. While people can sometimes cross-train in different factory roles, it is generally expected that those who sign up for the job already possess a strong level of proficiency.
In the same way, I don’t want to build a team of “jack of all trades,” but rather a team of experts. An expert serving mum and dad business should have balanced knowledge and skills sets across bookkeeping, statutory compliance and tax advisory. A strong background in supply chain finance should serve industrial clients’ needs in streamlining accounting process, optimising working capital and delivering savings across supply chain networks. A finance partner should be a true leader and mentor, turns financial data into insight and strategy, helping the business make confident, informed decisions.
Just like each manufacturing workbench configured for its intended purpose, I want to build an A-team of specialists, so clients can be assured they are dealing with one of the best, if not the best.
DIFOT (Delivery In Full On Time)
Delivery In Full and On Time (DIFOT) is crucial in measuring customer satisfaction in manufacturing. When customers receive what they need, in full and on time, they are more likely to return and place another order because of a positive experience.
A good accounting practice is not so different. Strong client relationships are built through consistency in service standards and the quality of work delivered.
Meeting deadlines and delivering promised services in a timely manner is just as important in accounting. It is not only about meeting statutory compliance deadlines, but also about meeting or even exceeding client expectations. Trust can only be built gradually through reliability and consistency over time.
Structured production process
One thing I love about manufacturing is its structured system. It is thoughtful, planned, disciplined, and process focused.
When an order is placed, the production planner schedules the job and assigns machinery and manpower to produce goods in conformance with quality standards.
Running an accounting practice means receiving hundreds, if not thousands, of emails and requests from clients. Building a system to sort, allocate, and assign work to the right person makes the process far more streamlined and efficient.
Each team expert will handle queries that match their skills and experience. At times, one expert may be inundated with work and struggling with capacity constraints, while others may be on leave. The lesson I have learned from manufacturing is the importance of always having a Plan B when things do not go as expected.
At the end of the day, running an accounting practice is not only about compliance, reports, or getting the numbers right. It is about building trust, delivering consistent quality, and supporting clients through every stage of their business journey.
By building a team of experts, delivering work reliably and on time, creating efficient systems, and embracing the technologies for quality control, I hope to run an accounting practice that feels reliable, thoughtful, and genuinely valuable to clients.
Just like in manufacturing, quality does not happen by accident. It is designed into the way we work, every day.
The Future Role of Accounting: Lessons from a Golf Swing

When I first started practising my golf swing, I was completely fixated on the ball. My eyes stayed glued to the target, and my mind was obsessed with hitting it as hard as possible. The result? Balls flying in every direction, rarely travelling more than 50 yards — no matter how much effort I put in.
It took time for me to realise an important lesson: the outcome has far less to do with the ball itself, and far more to do with posture, positioning, and — most importantly — the quality of the swing. When the swing is right, the ball naturally follows the intended path.
This lesson applies surprisingly well to the role of accounting in business.
Traditionally, the accounts’ function has focused heavily on “the ball” — collecting data, analysing results, measuring performance, and explaining why outcomes deviated from expectations. In this sense, accountants have often been seen as scorekeepers: reporting on where the ball landed, how fast it travelled, and whether it hit the target.
Meanwhile, the “swing” — the decisions, behaviours, and processes that drive results — is often left oversight or slipped under the radar. As a result, accounting has long been viewed as a support or compliance function rather than a driver of performance.
An outdated view
Accounting is uniquely positioned to become a true business partner. Unlike any other function, accountants have an overarching view of the entire organisation — sales and marketing, operations, warehousing, customer service, R&D, and more — all reflected in one set of numbers. This holistic perspective enables accounting professionals to connect the dots and translate financial data into actionable insights.
Numbers, after all, are just numbers until they become intelligence
The role of accounting should not end when reports and financial statements are published. In fact, that’s where the real work should begin. Like a golfer refining their swing, modern accountants should engage with stakeholders across the business to explain not just what happened, but why it happened — and what can be done differently to improve future outcomes.
By presenting financial information through a clear cause-and-effect lens, accountants help create accountability, encourage better decision-making, and support meaningful change across departments.
Understanding what truly drives financial performance is now a critical skill for accounting professionals. With AI and new technologies increasingly taking over transactional and compliance tasks, the real value of accounting lies in its advisory role — partnering with business leaders to influence strategy, improve execution, and achieve the next 200- or 300-yard shot.
In the future, the most valuable accountants won’t just tell you where the ball landed — they’ll help you perfect the swing.
From Theory to Strategy: Using Costing for Real-Time Business Decisions

A client recently asked me what standard costing and average costing are, and why these methods matter to a business. The first part is easy for AI to answer; the second part has a more practical truth: costing matters only if it works for your business model.
Different costing methods give businesses the ability to estimate product costs in ways that support strategic commercial decisions. In today’s global supply-chain environment, variables such as import duties, freight costs, and foreign exchange movements significantly influence pricing strategies and flow directly through to the financial bottom line.
For manufacturers with large overhead pools, it is essential to allocate those overheads across hundreds of active SKUs. This enables ongoing review and realignment of procurement and resource planning so the business can capitalise on the SKUs performing strongest in the market. In many businesses I’ve worked with, the 80/20 rule holds true — around 20% of SKUs generate 80% of the revenue. Those top-performing SKUs are the gold that warrant deeper insights so that resources can be directed to maximise return on investment.,
Dynamic pricing strategies rely on a robust costing system capable of capturing supply-chain costs in real time. The old practice of rolling up standard costs every 12 months is no longer useful in industries where prices can swing dramatically — for example, fresh produce like truss tomatoes price quadrupled before roller coaster back to record low price within a year. Whilst it is a no brainer to add or remove it from every day shopping list from time to time to save money on household budget, it maybe not be that simple for Master Foods, for example or business rely on it as a key ingredient to produce condiment for that matter. In such cases, standard cost becomes obsolete and is no longer relevant when implementing changes to respond to material price hike. Average costing further distorts reality by smoothing fluctuations that businesses need to see.
What businesses need today is the ability to track cost-of-sales movements in real time and stay alert to volatility as trading conditions shift.
So rather than getting overly focused on the theoretical side of cost accounting, the more important question is: What business intelligence is critical for your operation, and do you have access to clear, actionable insights that allow you to pivot quickly in response to market changes?
The Future of Finance in Manufacturing

Twenty years ago, I entered the workforce as a graduate accountant armed with textbooks and theory but little practical experience. What I didn’t know then was how deeply the manufacturing environment would reshape my understanding of finance.
Today, finance professionals in manufacturing aren’t just closing books, we’re driving operational performance, shaping strategic decisions, and building systems that empower business agility. We play a pivotal role in bridging gaps across finance, supply chain, operations, and technology to ensure the free flow of data across enterprise to facilitate decision-making.
1. From Number Cruncher to Lean Advocate
In a lean manufacturing environment, every activity must create value for the customer. Traditional finance roles focused heavily on transactional work—journal entries, reconciliations, and reporting. But with automation and integrated systems now handling much of that workload, finance has evolved.
Modern accountants are expected to identify waste, improve working capital efficiency, and support lean initiatives. Take slow-moving inventory, for example. Excess stock ties up cash and violates lean principles. A proactive accountant spots the issue, works with operations to resolve root causes, and helps implement change. The goal is to make finance a catalyst for continuous improvement, driving greater efficiency, productivity, and value.
2. From Cost Tracker to Subject Matter Expert
Manufacturing finance requires deep technical knowledge—standard costing, average costing, batch costing—and the ability to apply it practically. But it goes further: understanding how cost systems interact with manufacturing planning and control (MPC), and how decisions differ between make-to-stock (MTS) and make-to-order (MTO) models.
Equally important is managing cash flow. In manufacturing, long lead times and extended trading terms can stretch the cash conversion cycle (CCC) beyond 90 days. Accountants must understand sourcing, production planning, and customer terms well enough to anticipate liquidity challenges before they hit. This means finance professionals must speak the language of supply chain, not just numbers.
3. From Historian to Forward Thinker
There’s a misconception that accountants only look backward. But in manufacturing, everything runs on future demand. The first time I sat in a Sales & Operations Planning (S&OP) meeting, I realized how forward focused the conversation was: forecasts, capacities, customer needs. A good prediction into future flows through to supply chain system to balance speed, on-time delivery, flexibility, quality, and cost.
Building an effective forecast requires more than historical data—it requires market knowledge, trend analysis, and collaboration across departments. Finance is now a key player in shaping the future, not just documenting the past.
4. From Function Support to True Business Partner
Running a public practice taught me the importance of true partnership role in serving industrial clients. For small manufacturers especially, outsourced accounting often lacks the business intelligence and strategic input needed to adapt to fast-changing markets.
Modern finance professionals must act as true partners: advising, supporting, challenging, and growing with the business. We need to bring clarity to complexity, use data to inform decisions, and stay close to the day-to-day operations. Our job is to help businesses adapt, scale, and thrive—not just stay compliant.
Final Thoughts
The future of finance in manufacturing is not about doing more of the same. It’s about stepping up. As technology automates the routine, the value of finance will be measured by its ability to drive insight, shape strategy, and enable execution.
Accountants must move beyond the back office and become integrated partners in every part of the value chain. Because we learn as business grows. We advance as the business wins. We succeed by helping it succeed. That’s the future of finance in manufacturing.
Why Manufacturing Needs System Thinking?

In biology, a system is a network of organs, tissues and processes working together for life. Every organ is designed for its specific purpose. Organs work together seamlessly to create interconnected and self-regulating system to keep us function. A robust manufacturing system is no different to biology system in terms of it connected parts, flows and input and output features.
Parts, skilled labour and machinery and tooling all contribute to conversion to final output- saleable goods. Not only they are essential ingredients to support manufacturing process, where (workflow, benchwork setup) and how they are processed (discrete vs process) as well as possessed skills determine overall goods and services quality standard. The nature of dependency between one and another requires a holistic approach in problem diagnosis and solving. For example, an oversight in safety measures cause absenteeism due to loss time injuries will have a detrimental effect to capacity to fulfil jobs, and this flow through to entire manufacturing process destined for bad outcome (e.g., scrap, overtime, DIFOT).
There are two types of problems manufacturing businesses live and breathe every day. The first one is a good problem to have when orders are pushed back awaiting to be processed as faithful customers put down deposit to secure a spot in the queue. The next thing you know is a long waitlist by invitation.
More often business need to deal with bad problem whereby excessive resources are idle and not being utilised to produce output. In case of an under capacity factory, realignment and recalibration can cause decremental changes to human and capital resources at expense of skill and knowledge. Whilst cost cutting initiative is one of first things to consider in many instances, implications to business are not just financial bottom line but profound structural changes to system. So, is cost cutting going deliver a better financial outcome. Probably yes. Will it continue to deliver the same if not better goods and services to customers. Well, I doubt… We need changes after all. The question rather is do we want after event reactive changes for quick and instant wins or day to day proactive changes to build and preserve a sustainable system for long term goal and vision.
People look options from choices of food to physical exercises for better lifestyle. Heathy eating provides nutrients for strong blood vessels while exercise strengthens heart muscles and improves blood circulation. All are positive to make system works better.
System thinking takes holistic approach to examine and assess cause and effect on changes to resources to balance order fulfilment and delivery without compromising quality and service standard. In the process of recalibration, things like reskilling and retraining can be substitutes of redundancies. Market expansion is an alternative to price reduction. Partnering and rapport building with suppliers is way more effective in demand planning than fiddling with MRP and safety stock.
System thinking embraces a lifelong learning and development to stay on top of game. I never let my role define me when I walk around factory floor but as an observer and learner to think holistically in problem solving. Understanding and appreciating manufacturing processes frees me up from traditional department function mindset that makes collaboration and communication more effective on joint force project. Let’s face it, present numbers to factory floor at granular level is never going to not the same as present numbers in the boardroom.
System thinking is about building resilience and continuous improvement mind to support business growth in good time and bad time and cultivate a culture of learning and innovation to strengthen collaboration and partnership. Changes as little as ask questions--- why? why not? what if? Changes as big as swap roles between shop floor and support roles. Changes that provoke system thinking for a bright and sustainable future of manufacturing.
EOFY Stocktake for Manufacturing Business

A Moment of Truth
For many manufacturing businesses, year-end stocktake is a crucial moment when they start to uncover mysteries that neither human nor technology can explain over the past 12 months. Stocktake is far more than merely counting inventory on last day of financial year. Accountants must deal with aftermath that arise from unfavoured outcomes, such as writing off stock that does not exist or over 12 months old (SECT 70.50 ITAA97). However, stocktake also provides an opportunity to reflect and examine issues within the supply chain operation. Overstocking is detrimental, but why? Identifying the root cause—whether it is a flawed process procedure or a system error caused by human mistakes—is essential. Conversely, understocking does not necessarily warrant early celebration. Is the business delaying order fulfillment? Are accounts put on hold causing delays in receiving goods? Has the business adopted a systematic and proactive approach to managing cash flow? Inventory constitutes a significant portion of a manufacturing business's working capital. It is crucial not only to count what is on hand but more importantly to adopt a holistic approach to identify and action on discrepancies by implementing changes across supply chains.
Be honest and work smart
Stocktake requires coordinated effort between production and accounts/system teams. Those responsible for counting stock should familiarize themselves with the location and bin before walking through warehouse door. It is vital to follow the count sheet rather than relying on prior knowledge of where stock might be located. If it is not found in its expected place, any oversight in stock transfer needs rectification later. When dealing with consumables such as nuts, bolts, and rivets, using weight measurement is a more sensible and practical way of counting. Including every single unit in the Billing of Materials (BOM) does not necessitate individual counting due to potential inaccuracies and unjustifiable time expenditure compared to minor dollar discrepancies. Recounting should only be considered for significant discrepancies, as most discrepancies are due to system recording errors. Leave it to data experts for a diagnose to find root causes before taking corrective action.
Keep It Simple
A full count can be cumbersome due to the required time and resources. Businesses should consider minimize Work in Process (WIP) prior to count and avoid dispatching and receiving goods on the stock count day. WIP items are inherently difficult to locate and measure, making them time-consuming to sight let alone count. Avoiding goods dispatch and receipt prevents warehouse distractions during stocktake. Finally, ensuring accurate Unit of Measures (UOMs) are listed on the count sheet along with applicable bin/lot numbers prevent human mistakes and make count more productive.
I appreciate a moment of truth is worth the efforts for many manufacturing businesses. So, plan the big day ahead. Clarify and give clear instructions to team before count starts on the day. Coordinate with accounts/system for major discrepancies to determine if recount is required. Maybe cracking a few beers when things are done and dusted afterwards.
From economy of scale to economy of purpose-What it means for manufacturing business?
When I start professional career in manufacturing, budget and forecast for manufacturing business revolve around filling factory capacity close to 100%, so that goods can be sold at lowest unit cost for highest margin. The other side of equation comes from stable customer base and consistent demand. Back in the days a sizeable manufacturer has extensive trading network both at home and overseas. While businesses were facing headwind to compete with overseas suppliers on price, quality and service were main reasons for customers to stay with local made.
Fast forward 20 years, Australian manufacturing landscape shifts to local focused, low volume and mass customised business model. While quality and service remain as number one winning recipe, those who stand out among the crowd are aspired to innovate, improve and transform as customer’s demand become more individualised and customised.
Think “lean”
Being lean is about eliminating non-value-added activities and associated costs. Think “lean” begins at product development through process engineering and factory configuration before reaching to entire supply chain operation. Meeting individual customer needs and tastes require business to have a simplified product platform with reconfigurability for customisation. Let’s say you are an aspired entrepreneur with endless ideas to build hundreds of toys to entertain and support learning and development of next generation. Are you going to invest +100 product lines to pursue a seemingly ambitious goal? Probably not when return on investment does not do the justification.
A good example of thinking “lean” in product development will be having modular and scalable product platform when sharing same design elements on product with different variant enables business to streamline design process and save cost. In another words, you would want to design a family of products that share similar attributes, engineering and production process to maximise enterprise assets utilisation and efficiency. Back to the toys factory example, if you were able to design a product platform whereby hundreds of products can be made off one product line, then savings from potential capital expenditure and operation cost (e.g., maintenance, down time) are going to be huge.
Digitalisation
Being digitalised is about having the right digital infrastructure to record, measure and analyse data from enterprise assets that contribute to manufacturing capabilities. That includes but not limit to operational history, maintenance history and real time operational data. Those Mirco-level datasets enable business to track and manage economic activities on the floor with the aim of process and capacity improvement. An essential enabler for lean manufacturing. Sometimes a small tweak in machine setting and process workflow could have a world of difference when it comes to quality and final finishes of product.
New role of workforce
Roles in manufacturing continue evolving as automation and technology advances. There are fewer people working in the factory today but more skilled people are required to supervise robot, gadget and other enterprise assets that play pivotal roles in modern manufacturing. I always fascinated about learning knowledge and new technologies that make manufacturing smart and better. From ERP (enterprise resource planning) to MES (manufacturing execution system), from IT system integration to big data analytics, from human-machine interface device (HMI) to autonomous robotics, from lean manufacturing to change management… soon we will see more lights out factories where no human is required on the floor when people are moving behind the scene to oversee and supervise entire production system in the virtual world.
Resilient supply chain
A resilient manufacturing business depends on a resilient supply chain. Look back in history, we have experienced not one but multiple events that can bring vulnerable global supply chain to standstill. Wars, pandemic and now tariff.
I have been advocating to emphasize importance of local made. Aside from operational benefit like lead-time and quality control which will deliver quick win, bring manufacturing onshore means integrating product development with supply chain operation to have strategic advantage in innovation and lean manufacturing. Space X, a well-known American manufacturer of launchers and satellites produce over 80% of its rocket at home. By adopting design and made in house strategy, it enables local engineer to think lean to improve and challenge status quo when developing and making its own engines, rockets structures and capsules etc. Less dependency on 3rd party suppliers also means more reliable supply chain and cost savings.
Gone are the days where goods are made in standardised form and massive scale. More manufacturing businesses are pivoting and seizing opportunities from technology advancement to embrace and pursue “make better” as world is shifting from economy of scale to economy of purpose. The fourth industrial revolution is an innovation led, technology enabled smart manufacturing transformation run by skilful workforce. So, my question to Australian manufacturing business is are you in for a transformation?
Breaking Through Bottlenecks: A holistic approach for workable solution

What is bottleneck ?
Bottleneck in manufacturing is a point in a process where flow of work is slow down or limited due to a constraint. Bottleneck could be caused by slow run-rate of ageing machineries, junior staff that not competent to bring job up to speed or simply awaiting time for chemicals to take effect in reactors (i.e., nature of the beast).
Bottleneck is a demand driven capacity constrains that comes and goes. It is normal by nature and would not matter until you put a price tag on it. Price of late on delivery and losing customers, price of overtime/manpower to fulfil uptick in demand, and price of adding another new machinery to increase supply capacity. That said, Bottleneck could have detrimental effect to service, quality and financial bottom line if not carefully dealt with.
How to reduce bottleneck ? ( an Q&A session with AI)
There is an abundance of information on the free knowledge world of Internet. Courtesy of AI, I have found answers to my question of how to reduce bottleneck in no time.
Based on your response, I can suggest targeted solutions like:
Process Optimization → Streamlining workflows to reduce waiting times.
Inventory Management → Ensuring raw materials arrive just in time to prevent delays.
Capacity Expansion → Upgrading machines or adding shifts if necessary.
ERP Optimization → Using your ERP system to predict and plan for peak demand better.
It seems obvious to me that AI never worked in manufacturing business let alone appreciate dynamics on the factory floor as well as many operational and financial challenges face. So, I went on and replied AI with my real-world experiences.
Process Optimization → I saw an all-hands-on deck chaotic factory floor with errors, scraps, fatigues, downtime and even lost time injuries after process optimization.
Inventory Management → Expect the unexpected. It’s 2025 and we have been living and breathing with supply chain disruption over last five years. Ensure stock arrive in time is a goal but not a solution.
Capacity Expansion → the accountant says no money in the bank to invest.
ERP Optimization → Assumed business understand how to carry demand forecast exercise by analysing industry/market growth at the macro level, an educated guess is still a guess meaning it is not always right. Plus, even the most advanced modern technology cannot predict things that cause sudden changes in trading condition, taking geopolitical tension and trade war as an example.
The Q&A session pretty much ends here once I start asking for workable solutions…
Be practical and only do things that work for your business
I am a high handicap golfer. I keep only five clubs in my bag to play a round of golf. I don’t use driver because I am suck at it. My 4 hybrid and 3 woods do most heavy lifting to get the ball close to the pin and sometimes on the green. I take one 6 iron on the course because I can hit it with decent carrying 9 out of 10 times. Last but not least, I have two clear goals when playing golf. Number 1: have fun. Number 2: stay away from hazard (e.g., waters, trees) even if means taking extra shots.
Managing bottleneck all comes down to individual business case and circumstances. Large and small manufacturers face different challenges in managing bottleneck. While big players have more cards to play in rebalancing and realigning resources, it is imperative for the small guys to have workable solutions. Knowing your core strength and capitalise on it. If you have a strong and competent workforce, invest in staff and cross train them to increase supply capacity. Avoid unaffordable capital investment, but instead having conservation with sub-contractors who are able to support fulfilment in case of a spike in demand. Negotiate hard on consignment stock with key suppliers so you have peace of mind to meet sudden increase in material requirement. Don’t worry about demand prediction if you don’t have one. Focus on providing unparallel goods and services and build long lasting relationship with customers because most accurate and up to date demand forecast comes from your customers. Technology is supposed to make life easier not harder, so stay away from complicated things may trouble you achieving goals.
Focus on value-added goods and services
Overcome bottleneck in many instances is an investment decision to support business growth. Take it as an opportunity to add value and improve goods and service rather than merely an exercise of close undersupply gaps. Whether it is price, quality, or service you offer or a combination of all, a unique value proposition set you apart from crowd in wining not just one RFQ but many in the months/years to come. Once volume ramps up as one becomes many, you will be fed with intelligence on what’s coming next day, month, quarter. Less surprise, more certainty and happy customers. Sounds like winning recipe to me.
Take calculated risk
Don’t action in the last minute is the point I want to make. Invest to increase capacity when it is financially viable to do so. Invest to hire skilled and competent workers when headcount budget is allowed. It may be risky to put forward bets when things are patchy but you have sent trouble away before it emerges. Seize the opportunity when it comes around. Chances are the most skilled and competent worker won’t turn up at the door the exact time when you need one. Acquiring a new machinery in the midst of fighting bottleneck may not be a good timing since commissioning, training and trials are going to take resource, time, effort away from burnout staff that is already on the edge. The bottom line is you don’t want to break a fragile factory that is in a state of “emergency”.
Final thoughts
Bottleneck exists not only in manufacturing but when we go about normal everyday life as well. In the airport, at the train station, and over a school run, we have all experienced bottleneck of some sorts when existing resource and capacity are not able to accommodate growing need.
Not one but many social and economic factors may have influence on both sides of demand and supply equation. For policy maker, a holistic approach perhaps is another way to examine capacity constraints and dissect one problem into many small chunks before having a crack on the workable. In the end, take baby steps is far better than do nothing.
Understand datasets in manufacturing business
Did your business spend hundreds of thousands of dollars on new enterprise system and still don’t feel its value meet your expectation. Is your system inundated with massive data but not business intelligence? Have you done an audit to validate data integrity and accuracy and more importantly can they be converted to business intelligence to support decision making?
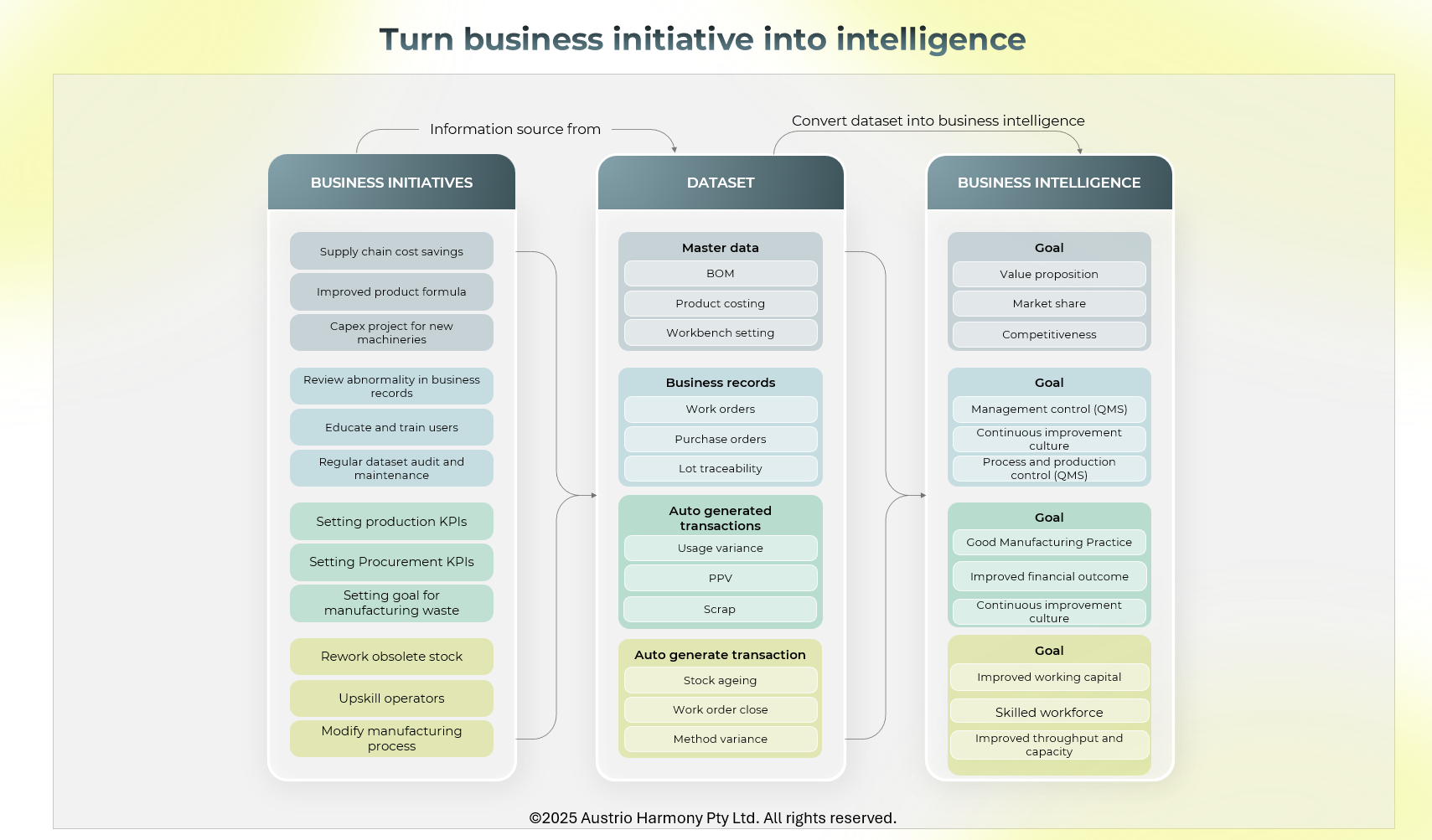
Today I want to dive into dataset in manufacturing business and discuss about building value-added business intelligence both at operational and strategic level.
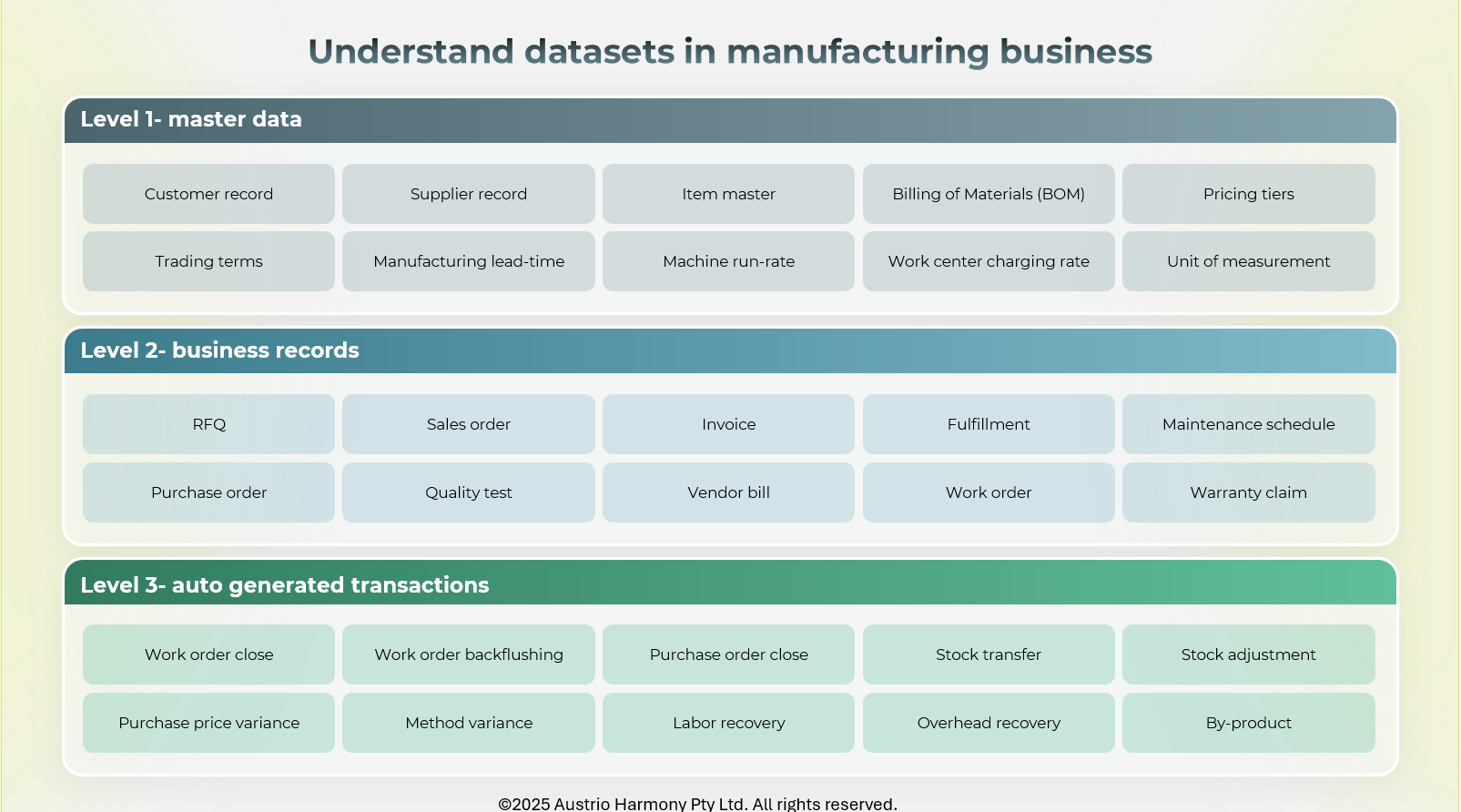
Business intelligence is a process to collect, analyse, and use data to help organizations make decisions. Like building a house, dwelling without good foundation and structure is a disaster recipe for major defects. Business intelligence relies on timely and accurate datasets for analysing and reasoning. There are three types of datasets built in enterprise like manufacturing business: master data, business records and auto generated transactions. They are the backbone of any enterprise technology to streamline and record business economic activity in systematic way. An oversight or incompetency in managing datasets could easily make them obsolete or redundant that lead to bad decision and outcome in many cases.
Level one- Master data
Master data defines what your business do and set the tune on how business operates. It is the foundation of all business records and transactions. A robust and secure master database is where quality business intelligence emerges from. From pricing list, Bill of Materials, through to manufacturing process, master data can be further reviewed and analysed to identify business capabilities, strength and weakness and growing strategies for expansion.
Master data are often oversight by business being treated as get it done once and for all exercise. But far from that master data is a playbook to define business rules and its dealing with internal and external stakeholders such as customers, suppliers and employees. A change to master data will have direct impact not just to business operations but its competitiveness, value proposition and even brand value at strategic level.
Taking bill of materials as example, an improved recipe as a result of successful R&D project increase yield by 20% give business more leeway to offer a shaper price meaning potential sales revenue increase and bigger market share.
What about upon completing a capex project, manufacturing lead-time halves lead to quick turnaround and on-time goods delivery? More happy customers translate to more orders in the pipeline as a result of improved productivity and service.
Level two- Business record
Information is entered by users to perform a certain business function or process. This is where the manufacturing business start collecting microeconomic data from day-to-day operation as actual events unfold.
A typical work order record can have both datasets of materials issued and quantity completed transactions whereas a typical purchase order can have multiple datasets attached which includes RFQ (Request for quote), GRNI (Good received not invoiced), and vendor bill (i.e., received and paid).
Business records in manufacturing business are intertwined and flow through to entire supply chain operation process. Before AI take over the job, the key to have good business records is to educate and train staff to input correct information required in the first place. From operational to strategic, good decision-making process are underpinned by reliable and accurate business records.
Capability to pinpoint abnormality in various business records provide insights to operation and enable stakeholders to action and rectify problem promptly. An example will be abnormality in the material usage red flag a potential production and quality issues in manufacturing process. Whilst it could be a one-off rookie mistake made by operator, many times a much worse product recall can be avoid if abnormality were found earlier in the work order records.
The truth for the matter is that business records in manufacturing business is diverse and broad in a sense it covers every function of an enterprise. The ability to collate, analyse and business storytelling from either related or unrelated business records adds enormous values to decision making process. I lost count on occasions when I jump around multiple business records to prove whether made in house make more economic sense than source from subcontractors or a capex investment is worth moving ahead to double/triple factory capacity as demand continues to grow.
Level three- System generated transactions
Auto generated transactions are those that are executed by software applications when users interact with business records. The system generated transactions are triggered by command to action on certain business records.
The auto generated transaction is a hidden gem and source of many invisible business intelligences. Take production variance and recovery as an example, measuring and tracking against goals are pivotal in managing and rebalancing resources within supply chain. To attain these key performance index requires solid fundamental manufacturing process knowledge coupled with competency in finding, analysing and interpreting auto generated transactions and its financial implications to business.
As high-performance computing technology advances, next generation financial gurus should broaden its traditional role to become data expert in building, maintaining and interpreting datasets that shape up business intelligence and partner with business in decision making process.
How is your dataset shaping up business intelligence? Are you satisfied with information you get to support decision making? Is master data configured in a way to reflect business playbook, rule and benchmark? Do you or users have challenges in finding, analysing and interpreting datasets on various business records?
Building a sustainable Future Made in Australia: The Holden Shutdown and Beyond

The greatest good
My grandfather says a great business man always think of creating the greatest good to society and put people first ahead of monetary gain because without people, there is no business. It was a proud moment in the family history when his patented design user-friendly kerosene lamp lighted up thousands of households who are desperate for energy to get by during difficult war time. A time when power is cut off every second day and live without electricity is a norm to ordinary people. Word of mouth spread quickly, and within a few weeks of its first appearance people were lining up at his factory door before dawn trying to put through save the day order. As the product grows to become a trustworthy household name, so does its little supply chain network that make bits and pieces going into the lamp.
Collateral damage
Everyone works in the manufacturing sector know the shut down of Elizabeth plant is not merely a demise of an iconic brand but a complete wipe out of hundreds of small businesses that feed nuts and bolts to Holden at upstream side of supply chain. They are the hard-working mum and dad businesses that employ people from communities and support many livelihoods. Unfournately the greatest good cannot and will never justify and warrant General Motors (GM) stay down under.
Get real
The exit of Australian automotive industry is an outcome of multi-faceted chronic problems that last for decades. It starts with a business problem---profitability and ends up significant social and economic challenges the whole nation has to deal with for decades to come. Holden’s fate was never in the hand of Australian people but a handful decision makers in Detroit (GM headquarters) and Canberra. The public and private partnership joint force did throw a lifeline to automotive industry but is never going to be a viable solution in a free market economy. It is a wishful thinking to believe either GM or government will keep tipping money for sake of having cars made domestically as if being a philanthropist to donate money for a good cause and never ask for return on investment. Well, the truth for that matter is they are investors and want return on every dollar invested. Return that Holden may never be able to deliver. After all, it is a business problem. As old Chinese proverb says: who tied the bell should be the one to untie it. In the year Holden started to scale back production in 2016, less than 300 vehicles came off production line on a typical weekday whereas GM China which just added another new purpose-built Cadillac factory covering an area of 477,000 square meters went full steams ahead pumping over 1.8 million passenger cars. That’s 12% over designed capacity. Without need to look into the book, I had already known where GM was going to spend next round capex money.
Price of global footprint
History repeats itself. It’s 2024 and this time is GM China’s turn. The newspaper is inundated with rumours of massive factory layout and production volume cut due to slow down in demand as nation’s economy continue weakening. New manufacturing hubs have started to emerge in South East Asia to tackle inflation and rising price pressure within supply chain post Covid. As corporate giants march on to expand global footprint and shift supply chain network to places that are committed to deliver lower cost and unbeatable prices, the communities left behind start to bear the brunt of social and economic damage as events unfold. Whist heavy hitters have every resource at its disposal to recalibrate and realign global scale, volume, and capacity, many times a desired outcome can only be achieved at expense of letting go of local knowledge, skills and industries that take decades to build.
A sustainable Future Made in Australia
The future Made in Australia is a renewable energy led economic and reskilling plan in a bid to bring manufacturing back to shore but far from that things must be looked holistically. Do we have an education system to grow and nurture the innovative mind? Do we have leaders that have vision to support home grown entrepreneurs to create the greatest good for communities? Do we have a clear roadmap on how to strengthen both upstream and downstream of supply chain and support hundreds of businesses that may directly or indirectly supply goods and services to?
As I drive passed another aging and yet timeless looking VE commodore this morning, I feel I have driven passed a piece of bitter sweet history. History that reflects the good, the bad and the ugly of Australian automotive industry over a century. History in which lessons must be learned to avoid same mistakes as nation is navigating a pathway through journey to a Future Made in Australia.
The village community on the factory floor

Finding truth in numbers
I vividly remember back in the day when I was walking around factory floor and warehouse trying to piece information and make sense of what come out of data mining. I soon realise when it comes to finding truth, factory floor is the exact place where I strike gold to win. For instance, a five minutes conversation with operators often get you to the bottom of issue rather than hours of data analytics.
My experiences in village community
One of many things I enjoy at work is interacting with floor staff. The process of finding an answer from human being is far more challenging and often amusing than in front of computer. The enterprise like system in manufacturing setting means you need to learn to talk different languages to engineers, managers, operators, planners, QA officers, pickers& packers and let’s not forget about the BIG boss. Collaboration is manifest in projects that require knowledge and skills in different fields. Taking ERP implementation meeting as example, when experts in the village gather to share operation insight, the process of exchange idea and thoughts makes attendees appreciate economic activities derived from manufacturing and its profound impact to customers, suppliers, employees and wide communities.
Characters that shape up village community for better or for worse
The “head” of syndicate
Forget about line leaders, supervisors, production planners. Meet the boss on the factory floor that live and breathe with village community. I love “head” of syndicate as many are funny, cheeky and charismatic that win most trust and respect from peers. They are the go-to persons to resolve staff disputes and “firefighters” to put out “fire” in the first place. They have big heart, often are regarded as good Samaritan and will get most votes for village community leader… The “head” of syndicate may have multiple job titles and not in the leadership role, but it is the one and only character that bond every villager.
The veterans
I have known factory floor workers that stay with manufacturing business several decades. Many possess second to none workmanship. They love the job, loyal to business, have strong work ethics and above all master in what they are doing. They are reliable, disciplined and consistently in fulfilling work duties that exceed expectation. The craftmanship spirit and continuous improvement mindset set great role model at workplace.
Many veterans are introverts and quite achievers. They like study machines that tick things along without fail. The mentality of stay in your lane means they are cautious to voice or pass judgement on things that may cause contention or conflict around the village community.
The seasonal villagers
Seasonal villagers are also named labour hire and never part of villager community. They are coming to support when factory gets busier or villagers are on extensive leave. Knowing they are here temporarily with an end date, turn up to work and get paid to feed family is their priority. They are reserved and reluctant to speak up about village community because they are a group of nomads.
Seasonable villagers are great helping hands and some are good and humble skilled workers. Sadly, welcome them as permanent villagers become nearly impossible as a stay permit is too hard to get from authority.
The “NIMBY”
“NIMBY” jumps the gun to protest because they feel threatened and unsecured. Change creates opportunities and growth for business but brings fear and uncertainty to staff. Challenging status quo is the biggest enemy of “NIMBY” who would swiftly jump the gun to shoot down fresh ideas or thinking. When “YIMBY” is gearing up for new product launch or expansion, “NIMBY” uses every possible avenue to voice their concern and demand. You guessed it, those who reach consensus with business stay in the village whereas the others left community hoping to find a place called serenity. Having found the grass is not greener on the other side leave many in regret afterwards. Sometimes I wonder why change management is not included in Six Sigma doctrine.
Support village communities
Manufacturing needs role models to lead, mentor and nurture next generation workers as enabler for Future Made in Australia. Whilst generation Y and millenniums are now dominating the labour market that overwhelmingly favours stars, high achievers, and talents, I doubt any business will thrive in the long term without having staff that are able to demonstrate a veteran’s traits.
I am proud being part of village community and dearly enjoy my time on the factory floor. The sense of accountability and ownership to look after my community create this wonderful inclusive and collaboration workplace culture unique to manufacturing business.
Village communities are backbone of manufacturing. No matter small or large, young or mature, seasonal or permanent, “NIMBY” or “YIMBY” we need more people from different walks of life to build and join one of these communities to support “Make in Australia” now and into the future.
Nothing is general in the world of manufacturing
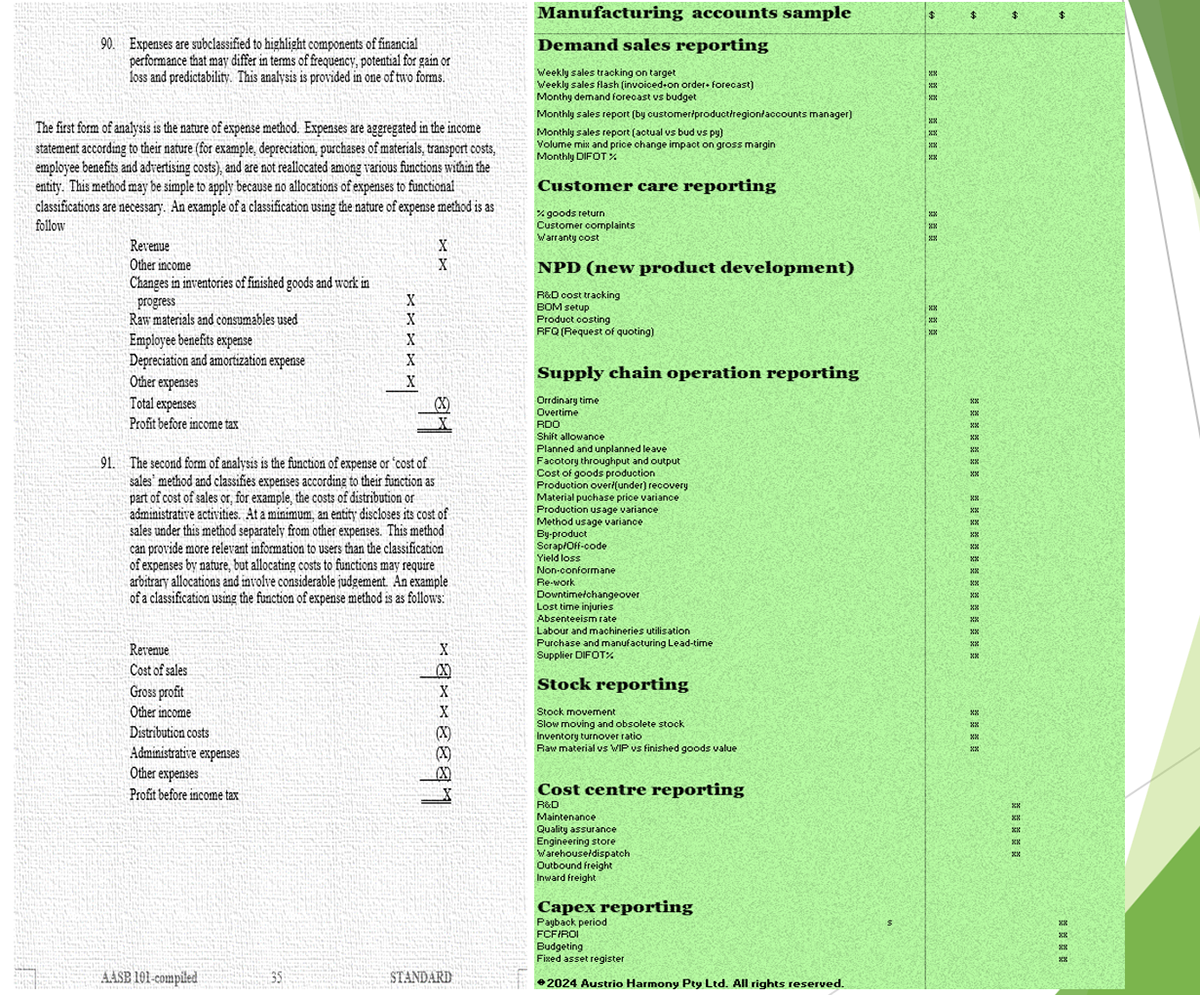
Above left extract from AASB 101 provides guidance on how to produce general purpose financials with regards to contents and requirements to meet reporting standard.
The statutory accounts are produced for regulatory and tax compliance purpose. The line items look generic with a focus of past. Whether it is a notable household product maker, chocolate factory or metal sheet fabricator, most businesses will end up having the same contents prepared in the general purpose financial report.
That said, they are important pieces of financials since the tax man wants to know business makes enough money to pay tax; Banks use it to assess business debt serviceability; Investors read it to consider becoming a shareholder for potential monetary gain.
But wait a minute, what about business itself, in particular what sort of information a manufacturing business need to increase market share and attract new customers through new product development, to build robust supply chain network through good planning and capital investment, and to retain market share through first class customer care and best quality products line-up? While collating and tracking business economic activities, do we need information provide clarity, Information provide visibility, or Information provide operation insights? perhaps all of above except for information that are “general”
Typical management accounts ref above right provides granular view of manufacturing business operation with a focus of now and future. Not only it provides cause to tackle operational issues, but more often drive changes to recalibrate to algin enterprise system with business goal. The needy greedy bits that are oversight often have profound impact to business growth if not carefully measured and managed. Therefore, being general without industry’s specific knowledge and understanding is not acceptable in the world of manufacturing.
There are endless problem solving and critical thinking I dearly enjoy at work let alone a sense of community while interacting with peers across factory floor and office. No two days are the same perhaps is an understatement to describe manufacturing business’s dynamic operating environment. It is even surprise to me that having served in the industry for nearly two decades and seen the good, the bad and the ugly, my passion to support Made in Australia remains strong.
Whilst it is difficult to persuade a young and bright graduate/apprentice to work in factory nowadays, I will remain as an advocate for anyone who consider taking up a role in manufacturing space. It’s fun, challenging, and more importantly it helps to develop many mindsets like self-discipline, collaboration, problem solving, safety and risk to navigate through a challenging time. A time when contention, conflict and danger appear to be prevalent more than ever.
I hope the legacy will continue as I am passing on baton to next generation accountant to preserve those “specific” knowledge and skills when the country is looking to rebuild a Future Made in Australia.

An open dialogue about Made in Australia vs Made in China
I landed in Beijing’s capital airport on a scorching hot summer day. My last visit to China was almost a decade ago where I was sent there to assist and support overseas crews on a global ERP rollout project. Fast forward 10 years, I am still pursuing my passion in manufacturing space except for mission this time is completely different.
The lady I spoke to is a renowned veteran having witnessed industry boom over last 20 years to transform China to a global manufacturing powerhouse. We exchanged thoughts about Made in China and Made in Australia, R&D, technologies, workforce, automation and regulatory bodies, the whole ecosystem… we then inevitably extend topics on ideologies, values and even religions. I am not surprised to hear some negative comments about the West to which I replied “we have propaganda here in Australia too” before we both laughed and moved on to talk about business.
There are things China advance and doing well in manufacturing thanks to rapid growth in digital economy. The sophisticated surveillance system and big data infrastructure enable similar technologies to apply and support manufacturing operations delivering far better outcome in product quality and efficiency at a lower cost. That said, it is not all good news for China as it faces many challenges like aging population coupled with low birth rate, high youth unemployment rate and higher labour wages. These are all contributing factors that lead to slowing economy and weak domestic demand. In fact, some solar battery storage manufacturers for example are struggling to make ends meet and looking into exporting to other markets including Australia.
The Made in Australia conversation does not always have to end up with minerals, lobsters, beef and wines although Chinese people love Penfold's Bin 407&389 that are commonly regarded as must have “seal the deal” drinks at business dinner table. My takeaway from two weeks trip is to learn and appreciate each country’s competitive advantage so we are able to find a space where we can engage, work and do business together for the greater good. Being part of team Made in Australia, I feel there is a role for me to play.

Artificial Intelligence (AI) and Machine Learning (ML) application in manufacturing
---a novelty or reality?
Chat GPT, AI… these tech words are buzzing on internet every day. We are living in a world inundated with new technologies that are marketed to make life better, or is it?
In the manufacturing world, the concept of industry 4.0 was introduced in 2016 with new technologies promised to revolutionise ways manufacturing businesses operate.
Game-change as novelty
Picture hundreds of high-resolution cameras and sensors from every corner of factory are seamlessly connected to capture objects and movements of manufacturing operation in real time. Those Internet of things (IOTs)technology then send non-conformance product data (i.e., geometry, weight, variation to BOM) to AI to analyse for reasoning and cause (e.g., foreign objects, contamination, engineering design changes) before documenting and saving in the cloud database
Picture you want to know what is the most cost-effective production schedule to deliver likelihood of 100% DIFOT after last minute changes to customer orders, and AI will process and fine tune to finalise “perfect” schedule having factored in factory capacities (i.e., committed and expedited orders) as well as algorithm on possibilities of down-time, materials shortage, absenteeism rate after demand changes.
Picture operating a factory without need to step to factory floor. A virtual factory on the computer screen that mirror image real -time manufacturing operation will let you sit in the driving seat to oversee day to day operation. From exact time that goods are due for delivery, probabilities of machines breakdown red flagged for maintenance to prediction of trend on customer& product demand to name a few.
I envisage information and operation technology are going to shape up industry 4.0 revolution when smart manufacturing is fully equipped with abundance of applications of acritical intelligence (AI) and machine learning (ML).
Job loss in reality
Whilst AI and ML are promised to transform how manufacturing businesses operate, it is inevitable they are going to replace human being jobs at large scale. 4.0 is a technology revolution that aims to increase operation productivities and efficiencies through intelligent manufacturing. Data capturing, data analytics and reasoning will soon be roles of AI/ML when they are implemented in operation.
Less boundaries exist across operational functions as humans may no longer required to complete transactional or even analytic tasks when AI/ML can do better. A quality control person for example will not be required to carry day to day routine task, but instead to participate and assist in product design improvement project. Production scheduler could be a thing of past when AI outsmart humans in production resource allocation and optimisation under complex operational environment. AI’s superior capabilities in data analytics and reasoning seems to be the better storyteller comes to interpreting numbers. Being a number cruncher having worked in manufacturing space for more two decades, I feel it is time to start planning retirement earlier.
The winners and losers
Employer being business is going to win in every aspect through 4.0 industry revolution from technology advancement that enable AI/ML capturing and analysing business intelligence to support decision making in real time to adapt, pivot and overcome operational challenges. Many roles in operation support will start to diminish or consolidate to facilitate smart manufacturing. A no-brainer for employer as boss always wants more for less.
I don’t know to what extent AI/ML applications are implemented in manufacturing operations. But my bold assertion is that your job will most likely be replaced if it is directly competed with technologies. As they flex muscles and declare to the world: I am the best “candidate” for the role, I feel everyone’s job is on the line.
What next?
Everything.
Having spent some time research on Google Scholar, I come to realise AI and ML application in manufacturing is probably still a novelty for many small and medium size businesses as bulk of works are being done in the labs, and perhaps it may take much longer to transform from theorical framework to end-to-end business solution-based model in which AI and ML technologies can work harmoniously to translate big dataset to actionable insight.
Data infrastructure and cyber security are other key areas to develop and advance to support 4.0 industry revolution as smart manufacturing ecosystem grows. To spend millions of dollars on these projects is neither feasible nor sensible for small and medium size business.
Early concept of ERP (Enterprise Resource Planning) was developed in the 1960s called (MRP) Material Resource Planning and takes about half-century to mature and become a widely accepted end-end business resource management system. Industry 4.0 revolution could span over next 50 years before application gets popularity in every manufacturing business. New technology will emerge along the way that may change revolution trajectory. Maybe we will have a new dimension or 5.0 to replace 4.0 in the foreseeable future and everything I blogged today won’t matter.

Rebuilding Rome
Little story to entertain
Time: August,2005
Location: Lane Cove, NSW
I landed my fist graduate job at a starch plant, a place where my professional career begins. I was offered full training and mentorship in every role within accounts department. As a graduate with no relevant experiences let alone working in manufacturing industry, I feel I have won the jackpot.
I am the youngest and greenest in the accounts department. For the first 6 months, I was more of a doer than thinker following instructions and trying to reconcile what I am doing at work to what accounting 101 taught me in uni. I often struggled to make sense of reports, forecast and month end close as mechanical and repetitive nature of tasks do not make me satisfied. My desire to understand manufacturing operation creeps in and that feeling is getting stronger each day.
One day I was introduced to factory floor and joined morning Toolbox Talk and production planning meeting. I started to think like an operator, talk like an operator, and things are seemingly pieced together. “#1 wash channel was down last week, Bryan, do you have under recovered production numbers?”, “contamination found on Tuesday batch run after product changeover, Bryan, can you get on to work out rework cost”, “we changed formula to get better yield, Bryan, can you let us know how much savings we had from last batch run” “Bryan, this is price list from new suppliers, can you work out cost savings based on last 12-months material usages” …
I built many other skills (e.g., project management, ERP implementation, supplier negotiation, risk management) through those years as I walk on the journey with manufacturing businesses filled with passion and commitment.
Big picture to focus
Time: March,2024
Location: Gold Coast, QLD
I was at online forum about solving skills shortage in manufacturing space organized by Manufacturing skills Queensland. Concerns are shared among manufacturers on skill shortage, gaps in apprenticeship and training programs, lack of career path, etc.
As a consumer everyone notice many things are not Made in Australia anymore. While we lost price war to countries that can make product cheaper, we lost many businesses that support employee’s growth (i.e., both, factory floor and office), family’s livelihood, communities and nation’s economy. Skill shortage is merely a reflection of a diminishing industry over last two decade. Rome was not built in a day, and we need public and private sector investment, time and lots of patience to resurrect many businesses who wish to embark on manufacturing journey. The day when manufacturing industry is flourishing again is the day when we overcome skill shortage. So, let’s focus on rebuilding Rome and a sustainable manufacturing industry. As for the billion dollars question of when, only time will tell.
The basics and fundamentals matter
Being Asian descent draw me close to rich food culture we inherit from parents. My culinary experiences are never short of sampling some of the simplest and yet incredibly tasty food from a bowl of ramen noodle to homemade margarita pizza. My taste buds are seamlessly sending happy and satisfied signals after every slurping and biting without fail. The secret is not the recipe which we all know but initial preparation works (e.g., sauce and soup base) that take years to master. Credit to perfection and pursuit of excellence by master chef.
The modern day lives are inundated with new technologies. The accounting profession is inevitably affected by rapid technology advancement. Business adopts enterprise technology as it grows organically. That requires accountant to embrace multiple operating platforms environment to extract, consolidate and report on several data sources. Whilst technology is introduced with pitches to improve productivity and efficiency despite sometimes it does not, let’s not forget about fundamentals accountant’s role to play in business. The ability to untangle a messy financial book (i.e., BS reconciliation). The understanding of accrual and cash accounting principle that are used for different purposes. The choice of using different trading stock valuation methods and its financial and tax impact. Technology is part of everyone’s life, and accounting profession is evolving to rely on it as tool to carry and deliver work. But basic knowledge and skill requirement never change. In fact, the basics and fundamentals lay solid foundation upon which enable us to navigate through complicated business system architecture and being able to establish a robust financial control system to safeguard business assets.
Those who master the basics and fundamentals will stand out in the crowd and go a long way just like those who master simple food that deserve master chef title.
Big picture of "Made in Australia"
Picture being an operation manager of a manufacturing business, a day-to-day battle and dilemma could be either pay pricy parts from overseas suppliers that take longer lead time to arrive let alone quality/defects issues or air freight large amount of safety stock to meet sudden demand uptick. The roots of problem all point to the same fact that Australia no longer make many things anymore.
A small-medium size manufacturing business with circa $50 million turnover typically:
Create 100+ jobs both at the factory floor and in the back office
Support individual who wants to pursue trade careers
Export to overseas market that increase national GDP
Invest to innovate and develop new products to meet customer/market needs
Pay +$1million revenue tax and payroll tax to both federal and state government
Pay company tax 25 cents of every dollar earned
Spend thousands or even millions on capital works and assets purchase
Support commercial real estate industry growth
The list goes on…
Whist the demise of many Australian manufacturers seems inevitable in a global economy as we lost game of “who can build it cheaper”, I am not sure if business/industry leaders have ever seen much bigger dollars benefit to retain and preserve manufacturing in Australia. A “handful” are struggling to survive without ecosystem but many can thrive when more investors/entrepreneurs are willing to join the “Made in Australia” campaign. In light of recent government’s announcement of $15 billion funds commitment to build sovereign capability, it is my sincere hope that together we can resurrect and rebuild this great industry that once make us all pride. As many would agree, a sustainable future for Australia is a one with more to build in Australia.
What to consider in ERP Implementation phases?
Most small-medium size businesses rely on resources from software vendor or reseller to prepare and execute ERP system rollout project. Whilst it works in terms of providing technical and product knowledge support, many times system is not designed and configured the way for its intended purpose. Some projects are steered to wrong direction because project team has limited industry knowledge, is lack of understanding of business process and can sometimes rush into project works without proper planning process. I have the opportunity to work for multiple ERP projects while working for business which enable me better understand business requirement and carry project works that align with plan and baselines.
If your business is embarking an ERP rollout journey, below are main things I recommend that you should consider at each implementation phase.
1.Collect requirement and establish business case
Why you need a new system?
What is the major issue that drive your decision to switch (if you have one)?
What you expect new system to achieve? E.g., integration, streamline process, consolidation, support business growth?
Can you achieve similar if not better outcome without introducing new system?
System implementation is time consuming and costly so I always ask questions about what we can do to modify existing processes/procedures to achieve similar outcomes without reinventing the wheels
2.Scoping and planning
Define project works
Plan work schedule
Acquire and assign resource to fulfil project works
It might surprise you but the fact lots of project works are carried by internal business resources rather than external consultant means more spending on time and $$$. Regardless, business need to find people with the right knowledge and skillset to ensure a successful project execution.
3.Design and configuration
What is your configuration approach? E.g., Do we configure base on system’s standardised design and fine tune later to deal with changes or do we need customization now to accommodate business process needs
What is implication of different design and configuration on budget and time
Be really careful how you want to configure system. Many ERP projects end up with endless customizations that led to delay on entire project. Always look at the big picture.
4.UAT (User Acceptance Testing)
Make sure you get as many users involves as possible because only user can provide constructive feedbacks on testing result. Not the tester, not the consultant.
Incorporate most training session in UAT phase so that not only user can develop system knowledge but get some hands-on working experiences of system as well.
Run UAT that bases on best case and worst-case scenarios so that business understands risks and opportunities that associate with different test results.
Expect the unexpected. The more tests you have done, the more you are able to uncover risks associated with test results and the better you are able to manage risk through risk management plan.
5.Data migration
Give a good clean of the data.
Seek help from consultant if you are not capable of running importation process.
Always load data in test environment first.
Seek help from consultant if you are not capable of running importation process.
Always load data in test environment first.
I wrote a article about data migration and you can refer below for more information.
https://transformationinthecloud.com/blog/erp-system-data-migration-checklist
6.Go-Live
Run a simulation to validate all test results before Go-Live.
HAVE A GOOD SLEEP the day before GO-Live.
You have come a long way to get to this point. Congratulations!
Business often has the impression that ERP project conclude in Go-Live. On the contrary, many customizations work start only after business operates under new system environment as more process needs are uncovered.
Best wish for your next system roll-out project and have fun!
Cash flow management process 101
There has never been a more crucial time for SMEs to understand and manage cash flow position to navigate business through this challenging and uncertain times.
There are bucket load of tools and software available in the market that offer cash flow management solutions. But those that work well rely on a robust cash flow management process which is what I am going to share with like-minded you. I have been able to adopt project management methodology to build cash flow model for many years and the three stage management processes involve planning, executing and controlling. The integrated process not only provide guideline for those who wants to build cash flow model from scratch, it also establishes a robust system to effectively manage and control cash flow model to achieve financial goals.
Below are key things to do at each process stage to build up a generic cash flow model before starting to fine tune to meet individual business needs.
Planning:
First and foremost, make sure bank reconciliation is up to date. You can’t manage cash flow without having correct bank balance in the book.
Break up historical cash inflow activities into below categories when they are applicable:
Cash
Merchant bank settlement (i.e. EFTPOS)
Online payment settlement (i.e. Paypal, Stripe, Amazon)
Debtor collection (i.e. customers on credit term)
One-off (i.e. JobKeeper, cashflow boost)
ATO Refund (i.e. GST, income tax)
Intercompany loan
Break up historical cash outflow activities into below categories when they are applicable:
ATO Compliance (i.e. BAS, IAS, PAYG income tax)
Payroll (i.e. Wages& Salaries, Super, Payroll tax, WC)
Payment on goods sold (i.e. payment to supplier)
Overhead (i.e. rent, utilities, insurance)
Loan repayment (i.e. lease, equipment loan, overdraft facilities, credit card)
Other routine payment such as payment to contractors
Intercompany loan
Executing:
Collate above data through ERP/financial system. There are various ways to extract them depending on system business use. Most activities appear in different transaction types whereby you can readily recognise. For instance, “pay supplier” record payment to trade creditors whereas “manual payment” could be a direct debit for loan repayment.
You may want to update cash flow model on a daily, weekly, or monthly cycle that suit business needs. But it is important to align it with payment term. For instance, monthly cash model is perhaps a better option when your collection and cheque run occurs once every month.
Assumption log- are you anticipating new contract, product launch or new business that result in additional money in? Are you planning to have another round of capital raise? How likely and when these events are going to occur?
Risk assessment- identify risks that negatively affect cash flow position. e.g. bad debt, product recall, slow moving stock
Factor historical movement, assumption, risk assessment all into cash flow forecast model
Establish and agree on cash flow base line (i.e. target) from cash flow forecast model
Controlling:
Review categories in forecast model and create new category if needed
Continuously review and assess assumption logs and risks and reflect them in forecast model accordingly
Compare historical cash flow movement against forecast model to measure accuracy
Identify ways and to shorten collection days, stock turnover, as well as to extend payment days when possible.
Action on working capital improvement initiatives
Measure forecast model against cash flow baseline to ensure financial target is met
I hope some if not all above are able to jump start your business cash flow management process. If you like to know more about how to mange cash flow or things I can be of assistance, please feel free to contact me or leave a comment below.